預埋件質量的五項技術
預埋槽預埋件質量鑒定的五項技術:分別從兩個方面對其加工精度和誤差進行評價。實踐中,常從減少預埋槽預埋件埋件的加工誤差和測量誤差的角度出發,以提高含預埋槽預埋件埋件的加工質量。埋入式槽道測量的實施步驟:用準直儀傳遞基準點。為提高傳輸精度,在已知的參考點設置準直器。將俯視軸的十字準線中心對準轉印層基準中心,并將轉印層基準中心的標記設置為向上指向軸的十字線中心,使其暫時固定。臨時基準點后,在所有基準點和臨時基準點之間設置。

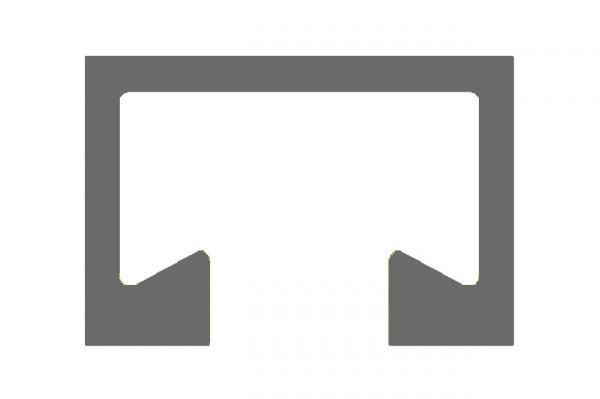
預埋槽的放樣定位:按施工圖規定的幕墻標高,參照層一級控制基準點標高來確定。確認每面邊長兩端的鋼支撐;用鋼絲固定連接支座兩端的直端面,在安裝水平面上形成其它鋼支座的施工控制線。每一基準層端部安裝的支座端面平分線上,由上而下用鋼絲垂直固定連接,形成與其它樓層同一位置的支座直線控制線。調整支架達到水平直線度要求時,應沿幕墻預埋槽沿邊進行電焊。焊縫必須連續滿焊,坡度45度,并清除焊縫殘渣。鋼制支架安裝焊接牢固后,清除焊縫表面雜物,刷防銹漆兩次,一次面漆。
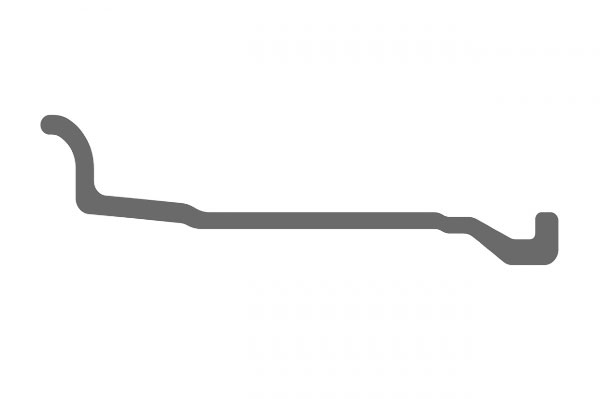
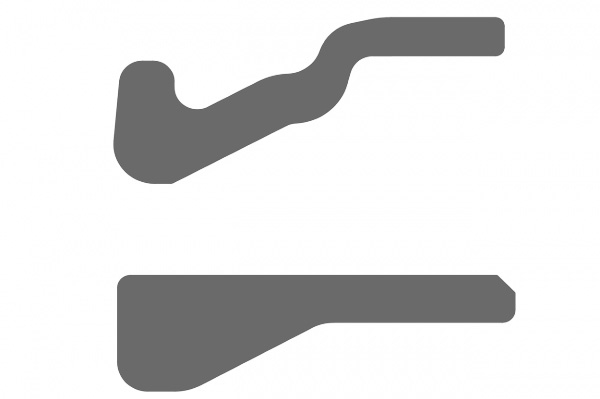
在埋設過程中,預埋槽預埋件必須離模板較近。上下誤差小于20mm時,影響較小,前后傾斜將使角筋與預埋件產生接觸,降低了施工難度。采用措施,加墊鐵等均為點接觸,會影響受力。這時,只有楔形鐵才能輔助矯正。這必然導致埋設預埋槽預埋件的施工工期長,費用增加,需要采用多軸埋設方式。